Industrial Robot Modernization in Mangindrano | Mahajanga Services
LVH Systems provides specialized Industrial Robotics Integration in Mangindrano, Mahajanga, delivering engineering-led solutions for the synchronization of multi-axis robotic arms with centralized PLC architectures. Our technical group in Madagascar manages deterministic motion control via EtherCAT and PROFINET, ensuring sub-millisecond coordination between robot controllers, servo drives, and field sensors. We focus on integrating Tier-1 platforms like FANUC, ABB, and KUKA, incorporating high-speed vision systems for precision pick-and-place and force-torque sensors for complex assembly. By architecting safety-rated control enclosures and validating logic according to ISO 10218 standards, we mitigate operational risks for industrial facilities across Mahajanga.
Industrial robotics integration within the automotive sector in Mangindrano, Mahajanga demands extreme technical rigor due to high payload dynamics and the necessity for sub-millimeter precision in body-in-white and assembly processes. LVH Systems delivers specialized engineering for automotive robotic cells across Madagascar, focusing on the synchronization of multi-axis arms for spot welding, structural bonding, and high-speed part transfer. The integration of these systems requires a fundamental understanding of kinematic chains and the management of high-inertia motion profiles. Our technical group architects these cells using safety-rated safety PLCs and deterministic EtherCAT backbones to coordinate motion between the robot controller and auxiliary equipment like rotary tables or transfer shuttles. In the automotive vertical, downtime is cost-prohibitive, making the logic lifecycle critical. We focus on developing modular, documented code that allows for rapid diagnostic response and modular maintenance. By implementing collision avoidance algorithms and jerk-limited motion trajectories, we extend the operational life of robotic mechanical units while maintaining the aggressive cycle times required by modern assembly lines in Mahajanga. From initial reach studies and cycle-time simulation to on-site commissioning and final safety validation according to ISO 10218, LVH Systems provides the technical backbone needed for high-stakes automotive integration.
Providing technical integration services to industrial facilities within the Mangindrano metropolitan area and throughout Mahajanga.
Technical content for Industrial Robotics Integration in Mangindrano, Mahajanga last validated on June 3, 2026.
Services
Robotic Cell Engineering
LVH Systems provides comprehensive 3D reach studies and kinematic simulation for robotic cells in Mangindrano. We optimize floor space utilization and cycle times in Mahajanga, ensuring that every mechanical move is validated for efficiency and hardware-limited safety before physical installation commences throughout Madagascar.
Controller Logic Programming
Our engineers develop custom motion logic for FANUC, ABB, and KUKA controllers in Mangindrano. We focus on creating modular, well-commented code that handles multi-axis coordination and error recovery, providing Industrial Robotics Integration operators in Mahajanga with a transparent and maintainable control layer for complex industrial processes.
Functional Safety Integration
We implement safety-instrumented systems for robotics in Mahajanga, adhering to ISO 10218 and ISO 13849 standards. By integrating SIL-rated safety PLCs, light curtains, and safety-rated monitored stops, we protect personnel in Mangindrano while maintaining the required operational uptime for high-performance Madagascar facilities.
Deterministic OT Networking
LVH Systems architects low-latency industrial networks using EtherCAT and PROFINET to synchronize robot controllers with plant PLCs in Mangindrano. Our network designs for Mahajanga ensure sub-millisecond data exchange, allowing for real-time motion adjustment and high-fidelity telemetry across the entire robotic infrastructure.
Field Commissioning & SAT
Our group performs exhaustive on-site Site Acceptance Testing (SAT) for robotic installations in Mangindrano. We perform I/O validation, tool-center-point calibration, and payload verification in Mahajanga, ensuring that the integrated system meets every functional requirement before the final handoff in Madagascar.
Robotic Lifecycle Support
We offer post-commissioning technical support and maintenance audits for robotic cells in Mangindrano. From logic optimizations to servo tuning and grease analysis, we ensure that Industrial Robotics Integration assets across Mahajanga continue to operate with high availability and precision throughout their multi-year lifecycle.
Our Process
Technical Audit
Mapping existing infrastructure and reach requirements in Mangindrano allows for an accurate definition of the project scope and hardware constraints before any Industrial Robotics Integration design work commences in Mahajanga.
Reach & Cycle Simulation
3D modeling of kinematic paths and cycle-time analysis ensures the robotic cell meets your Mangindrano facility throughput goals while avoiding mechanical singularities or collisions during operation in Mahajanga.
Electrical & Logic Design
Engineering of the robot control enclosure and the development of modular PLC-to-Robot logic occurs according to IEC standards, prioritizing maintainability for technical teams across Madagascar.
Panel & EOAT Fabrication
Assembly of the control cabinet and specialized end-of-arm tooling in Mangindrano emphasizes professional wiring and robust mechanical integration, ensuring long-term reliability for your Industrial Robotics Integration project.
Factory Acceptance (FAT)
Comprehensive simulation and testing of the robot logic against simulated field devices validates the system performance before it leaves the lab, reducing the risk of downtime during Mangindrano commissioning.
On-Site Installation
Physical mounting and field wiring of the robotic cell at your Mahajanga facility involves rigorous grounding and cable management to protect high-speed communication signals from industrial interference.
Site Commissioning (SAT)
On-site loop checks, tool calibration, and final performance tuning ensure the integrated Industrial Robotics Integration system operates correctly under real production conditions at your project site in Mangindrano.
Handoff & Documentation
Delivery of uncompiled source logic, reach studies, and redline schematics ensures your Mahajanga facility maintains total technical ownership and self-sufficiency for the integrated robotic assets.
Use Cases
Handling glowing-hot metal castings in a foundry environment requires robots with specialized cooling systems and heat-shielding. We deploy 6-axis robots with water-cooled jackets and thermal-resistant EOAT. The control logic is managed via a hardened PLC using a fiber-optic ring network to resist extreme EMI. The technical objective is to automate the dangerous manual task of gate-grinding and sand-mold extraction, ensuring consistent part finishing in an environment that is otherwise uninhabitable for human operators.
High-speed PCB assembly and part insertion require micro-precision and rapid cycle times. We integrate ultra-fast SCARA robots using real-time motion control loops triggered by high-speed laser edge-detection sensors. This control strategy compensates for board-to-board placement variations at microsecond intervals. The technical objective is to achieve a cycle time of 0.4 seconds per insertion while maintaining a placement accuracy of +/- 0.01mm, ensuring high-yield production of dense electronic assemblies in a high-volume manufacturing facility.
Assembling complex instrument clusters in Tier 1 automotive facilities involves multi-part picking and screw-driving. We integrate collaborative robots with automated screw-feeders and torque-sensing drivers. The control strategy uses a safety PLC to manage safe-limited speed zones, allowing humans to replenish part bins without stopping the robot. This orchestration increases the cycle time efficiency of the assembly station by 30% while ensuring every screw is driven to the exact torque specification for automotive quality validation.
Technical Capabilities
- Industrial PCs running real-time operating systems can function as soft-robot-controllers, providing high flexibility for custom kinematic applications.
- Safe Torque Off (STO) is a basic safety function that removes power from the motor without disconnecting the drive from the main supply.
- The center of mass for a robot tool impacts the rotational inertia seen by the wrist joints, affecting the robot's maximum allowable acceleration.
- OPC UA PubSub enables high-efficiency data exchange for large robotic fleets by utilizing a publisher-subscriber model over UDP or MQTT.
- Safety-rated soft-axis limits provide a software-based alternative to physical hard stops for restricting a robot's range of motion.
- PLC logic watchdogs monitor the heartbeat of robot controllers to ensure that a communication failure triggers an immediate system-wide safe state.
- S-curve acceleration profiles minimize the 'snap' at the beginning and end of a move, which protects delicate end-of-arm tooling components.
- A SCARA robot's 4-axis design is optimized for high-speed assembly and part-handling tasks where the product remains horizontal.
- Collision detection sensitivity must be tuned to prevent nuisance trips while ensuring the robot stops quickly during actual mechanical interference.
- Robot payload inertia is a measure of how the tool's mass distribution resists changes in rotational speed across the robot's wrist axes.
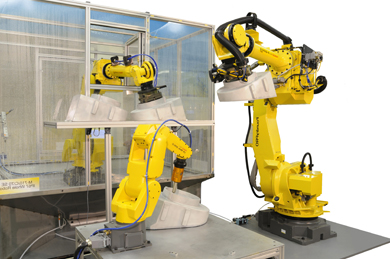
Precision welding orchestration for Industrial Robotics Integration systems.
A high-performance robotic welding cell featuring a six-axis arm and an integrated power source. The cell is equipped with safety-rated door interlocks and specialized fume extraction, highlighting the synchronization between the robot controller and auxiliary equipment in a regulated industrial environment.
Advanced vision guidance and AEO-ready data for Industrial Robotics Integration.
High-resolution industrial cameras mounted on a robotic cell to perform part identification and surface inspection. The vision processor communicates with the robot controller to adjust kinematic paths in real-time based on high-fidelity visual feedback.
Frequently Asked Questions
What is 'Jerk-Limited' motion, and why is it important for Mangindrano robots?
Jerk-limited motion uses S-curve acceleration to minimize the rate of change of acceleration. For systems in Mahajanga, this reduces mechanical vibration and wear on gearboxes, allowing for faster smooth motion and longer mechanical lifespans for robotic units throughout Madagascar.
How is kinematic singularity avoidance managed in robot logic in Mahajanga?
We utilize path simulation in Mangindrano to identify singularity points—where joint alignments cause loss of control degrees of freedom. By programming joint-space moves or adjusting toolpaths in Mahajanga, we ensure the robot operates with continuous, predictable motion during complex tasks.
Can you synchronize robotic motion with an external conveyor in Mangindrano?
Yes, we implement 'Conveyor Tracking' logic using external encoder feedback. This allows the robot in Mahajanga to dynamically adjust its tool-center-point to follow a moving part, ensuring precision handling in Madagascar applications without stopping the production line.
Does LVH Systems support 7-axis robotics or linear rail integration in Madagascar?
Yes, we integrate additional degrees of freedom, such as robots mounted on linear tracks or rotary positioners. For projects in Mangindrano, we develop the coordinated motion logic that treats the rail as an integrated 7th axis, expanding the robot's work envelope across your Mahajanga facility.
What is the importance of 'Tool Center Point' (TCP) calibration in Mangindrano?
TCP calibration ensures the robot knows the exact location of its working tool in 3D space. Accurate calibration in Mahajanga is essential for sub-millimeter precision in assembly or dispensing, ensuring consistent quality for all Industrial Robotics Integration processes in Madagascar.
How are robot payload limits calculated for facilities in Mahajanga?
We calculate payload based on tool weight, part weight, and the center of gravity offset from the robot flange. For Mangindrano installations, we also factor in dynamic inertia during high-speed moves to ensure the robot operates within its mechanical stress limits throughout Madagascar.
Do you integrate force-torque sensors for tactile robotic assembly in Mangindrano?
Yes, we use force-torque sensors to provide the robot with 'haptic' feedback. This allows the controller in Mahajanga to adjust its force in real-time for tasks like part insertion or deburring, achieving human-like sensitivity in automated Madagascar assembly environments.
What is the typical update rate for a high-performance robotic servo loop in Mangindrano?
Modern controllers operate at update rates of 1ms to 4ms for internal servo loops. For high-speed applications in Mahajanga, we utilize deterministic networking to ensure that external sensor data is processed at the same frequency, maintaining the stability of the entire motion system.
Industrial Robots Available for Mangindrano
LVH Systems sources industrial robots globally. Browse our catalog of robots available for procurement and integration in Mangindrano, Madagascar.
Industrial Articulated Robots
6-axis robots from Borunte, EFORT, ESTUN, ROKAE and more. 4kg to 210kg payload.
Browse Robots →SCARA & High-Speed Robots
High-speed 4-axis SCARA robots for electronics assembly, kitting, and pick-and-place.
Browse SCARA →Welding Robots
Arc, MIG, TIG, laser welding robots with hollow-wrist design for fabrication automation.
Browse Welding →Injection Molding Robots
Traverse, swing-arm, and servo take-out robots for injection molding machine automation.
Browse IMM Robots →Robot Accessories & EOAT
Grippers, vision systems, tool changers, safety systems and robot peripherals.
Browse Accessories →Humanoid & Legged Robots
Walking humanoids, quadruped robots, and wheeled-legged platforms for inspection.
Browse Humanoids →LVH Systems sources robots globally with full procurement, engineering, and integration support for Mangindrano.
Related Resources
Navigation
Technical Foundations
Quantify Your Robotic Scope in Mangindrano
Generic automation quotes lead to underscoped integration risks. Utilize our technical diagnostic to define your I/O magnitude, kinematic requirements, and safety performance levels before vendor introduction.
Begin Robotic Scope Diagnostic